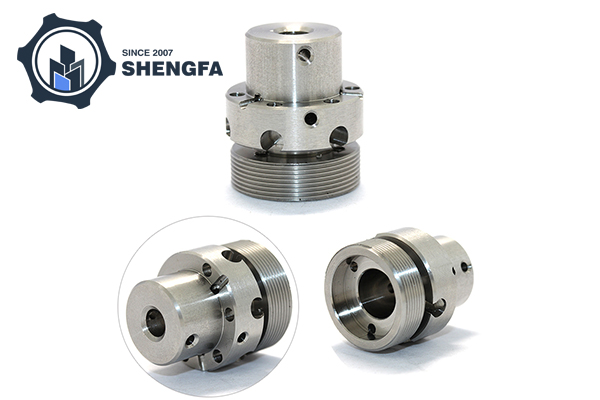
Colata di investimentoprocesso:
1) Sgrassaggio e sgrassaggio dei moduli
Quando si utilizzano materiali per stampaggio a base di cera per realizzare modelli di rivestimento, per migliorare la capacità della vernice di bagnare la superficie del modulo, è necessario rimuovere l'olio sulla superficie del modulo.
2) Applicare vernice e sabbia sul modulo
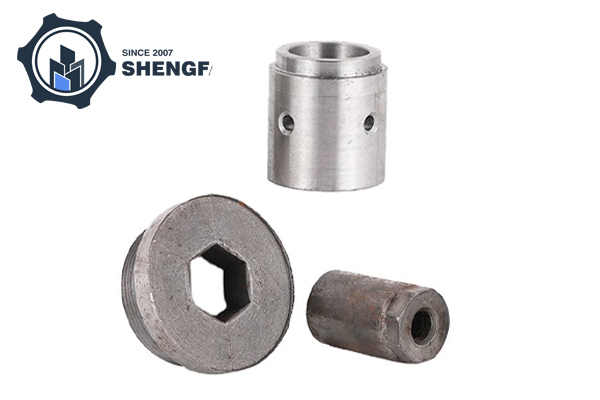
Prima di applicare la vernice, la vernice deve essere mescolata uniformemente per ridurre il più possibile la precipitazione di materiali refrattari nel secchio di vernice e regolare la viscosità o il peso specifico della vernice in modo che la vernice possa riempire e bagnare bene lo stampo di rivestimento. Quando si applica la vernice, posizionare il modulo inzuppato nella vernice e agitarlo su e giù in modo che la vernice possa bagnare bene lo stampo di rivestimento e coprire uniformemente la superficie del modulo. Dopo aver applicato la vernice, può essere levigata.Il peso digetti di investimentosi tratta per lo più di decine di decimi di bovini (ovvero da decine di grammi a diversi chilogrammi). È più problematico produrre getti pesanti mediante fusione a cera persa. Tuttavia, il peso dei grandi pezzi fusi attualmente prodotti ha raggiunto circa 800 capi di bestiame.
3) Essiccazione e indurimento del guscio
Dopo che ogni strato di guscio è stato rivestito, deve essere asciugato e indurito, in modo che il legante nel rivestimento cambi da sol a gelatina e gel e i materiali refrattari siano collegati insieme.
4) Sciogliere e perdere lo stampo dal guscio
Dopo che il guscio dello stampo è completamente indurito, è necessario sciogliere il modulo dal guscio dello stampo. Poiché il modulo dello stampo è solitamente costituito da materiale per stampaggio a base di cera, questo processo è anche chiamato deparaffinazione. Esistono molti metodi di riscaldamento diversi, ma vengono utilizzati di più il metodo di deparaffinazione, il metodo dell'acqua calda e lo stesso metodo del vapore a pressione.
5) Conchiglia arrostita
Se è necessaria la fusione mediante stampaggio (riempimento di sabbia), prima della cottura, seppellire il guscio stampato nella sabbia nella scatola, quindi caricarlo nel forno per la cottura. Se la resistenza alle alte temperature del guscio dello stampo è elevata e non è richiesta alcuna fusione, il guscio stampato dopo la sformatura può essere inviato direttamente al forno per la tostatura. Durante la cottura, aumentare gradualmente la temperatura del forno, riscaldare il guscio a 800-1000°C, mantenerlo caldo per un periodo di tempo, quindi versarlo.
Colata di investimento, nota anche come fusione a cera persa, comprende processi come la pressatura della cera, la riparazione della cera, la formazione di alberi, l'immersione, la fusione della cera, la fusione del metallo fuso e la post-lavorazione.